























































За марки, при които повредата на шева не е приемлив резултат, разликата между тези две ситуации си струва да се разбере в някои подробности.
Стандартът 27,12 MHz: Защо радиочестотното заваряване се нагрява по различен начин
Основната разлика между радиочестотното заваряване и конвенционалното термично свързване не е само ефективността – това е посоката, в която топлината преминава през материала.
Конвенционалните методи (горещи пръти, нагрети плочи, топлинни пистолети) прилагат енергия към повърхността на материала и разчитат на проводимост, за да доведат вътрешността до температура на свързване. За тънки филми това работи адекватно. За дебелите, плътни TPU ламинатни тъкани, използвани в премиум водоустойчиво оборудване, това създава практически проблем: довеждането на вътрешния интерфейс до температура на топене изисква достатъчно време за престой на повърхността, за да рискувате първо да изгорите или деформирате външния слой. Прозорецът между „недостатъчно“ и „твърде много“ се стеснява с увеличаване на дебелината на материала.
RF заваряването заобикаля това, като генерира топлина от вътрешността на материала, вместо да го отвежда навътре. Професионалното радиочестотно заваръчно оборудване работи на 27,12 MHz — определената ISM (индустриална, научна и медицинска) радиочестотна лента, разпределена за този клас индустриално оборудване. При тази честота променливото електромагнитно поле кара полярните молекули в TPU да се опитват да се пренастроят с всяко трептене: приблизително 27 милиона пъти в секунда. Молекулярното триене, което се произвежда, генерира топлина равномерно в цялата зона на заваряване, на интерфейса, където трябва да се случи сливане, без да се разчита на топлинна проводимост от повърхността към вътрешността.
При едновременно приложено пневматично налягане материалът на съединителната повърхност достига температура на топене и слоевете се сливат на молекулярно ниво. След като полето бъде премахнато и материалът се охлади при продължително налягане, първоначалната граница между двата панела вече не съществува структурно - зоната на заваряване се е превърнала в едно непрекъснато парче материал. При тестване за разрушително издърпване, тази зона обикновено се задържа след точката на повреда на околната основна тъкан. Този резултат е практическият еталон за правилно изпълнена радиочестотна заварка.
Welding 840D High-Tenacity TPU: По-тясна граница за грешка
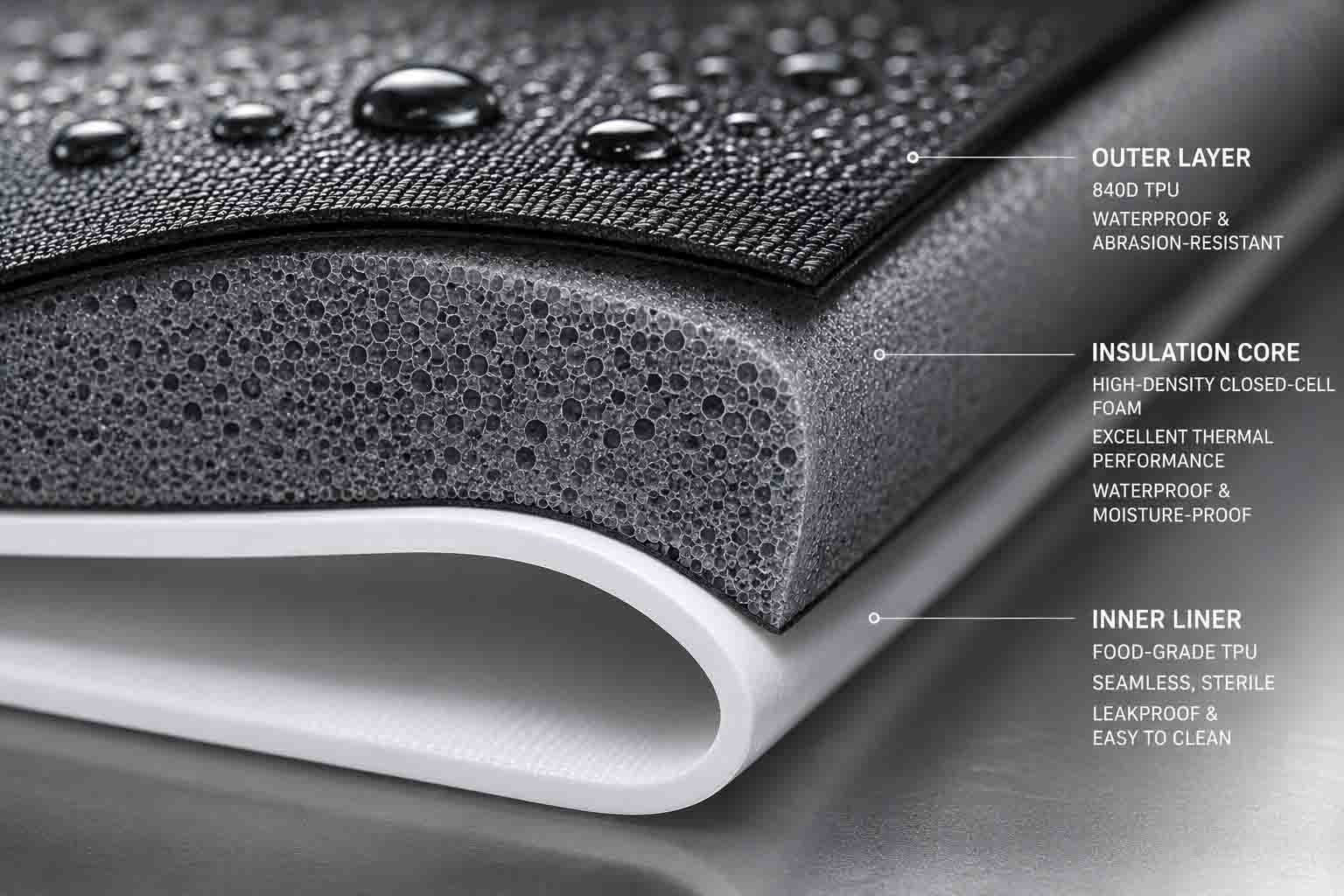
RF заваряването работи върху набор от съвместими термопласти - PVC, PET, EVA, различни тъкани с PU покритие. За тежки приложения на открито, които изискват устойчива устойчивост на абразия и структурна цялост при натоварване, 840-denier TPU с висока издръжливост е еталонният материал. Той е и този, който поставя най-много изисквания към калибрирането на процеса.
По-високото дение означава повече маса на материала в зоната на заваряване, което изисква повече електромагнитна енергия, за да достигне температурата на топене. Трудността е, че това не означава просто увеличаване на мощността. Работният прозорец — диапазонът между недостатъчна енергия (непълно сливане, предразположена към течове заварка) и прекомерна енергия (прегаряне на материала, компрометирана водоустойчива бариера) — се стеснява с увеличаване на теглото на тъканта. Настройка на мощността, която работи чисто на 420D TPU, може да създаде студени петна на 840D в същото време на цикъл, докато настройка, калибрирана за 840D, може да изгори по-тънки материали в същия продукт.
Управлението на това изисква калибриране, специфично за материала. Когато 840D TPU навлезе в производствена линия – независимо дали е въвеждане на нов продукт или нова партида материал от същия доставчик – RF изходната мощност, налягането при пресоване и времето на цикъла трябва да бъдат валидирани спрямо този конкретен материал: неговото дение, тегло на TPU покритието и формула. Тези параметри се включват в документиран SOP, проверени в началото на всеки производствен цикъл. Съоръжение, прилагащо еднакви настройки за всички тегла на тъкани, не върши тази работа, независимо как е описана възможността.
Три променливи на процеса, които определят последователността на производството
Прототип, преминал изпитване под налягане, установява, че правилната заварка е постижима. Последователното производство изисква контролиране на променливите, които определят дали е повторяемо в целия обем.
Прецизност на инструментите за щанцоване
Заваръчната матрица - оформеният електрод, който влиза в контакт с материала и определя геометрията на заваръчния шев - се обработва от месинг или алуминий до размерите, изисквани от специфичния модел на шева. Точността на размерите в този инструмент не е второстепенна грижа. Неравномерната повърхност на матрицата води до неравномерно разпределение на налягането в зоната на заваряване, което води до неравномерно вътрешно нагряване: студени точки, където материалът не е достигнал пълна температура на топене, и горещи точки, където е прегрял. Студените точки се превръщат в начални точки на течове. Горещите точки се превръщат в области на изтъняване на материала, които компрометират дългосрочната цялост на шева.
Износването на матрицата има същия ефект върху производствения обем. Контактните повърхности, които са били в толеранса в началото на производствената кампания, постепенно излизат от толеранса. Отговорните операции по радиочестотно заваряване проследяват състоянието на матрицата и заменят или калибрират инструментите преди износването да повлияе на качеството на заварката - не след като тестването на QC започне да показва повишени нива на отказ.
Приложение под налягане: две фази, две различни функции
Пневматичното налягане при радиочестотно заваряване изпълнява различни функции по време на активната фаза на заваряване и фазата на охлаждане, която следва, и двете имат значение.
По време на активната RF фаза, налягането осигурява плътен контакт между слоевете на материала на заваръчния интерфейс, което позволява молекулярно смесване, когато TPU достигне температура на топене. По време на фазата на охлаждане след премахване на радиочестотната енергия налягането задържа разтопената зона на място, докато полимерните вериги се втвърдяват. Освобождаването на налягането, преди заваръчната зона да се е охладила достатъчно, позволява на все още мекия материал да се деформира - създавайки по-слаба връзка и размерни несъответствия в краищата на заваръчната зона, които се превръщат в точки на концентрация на напрежението при употреба.
Преждевременното освобождаване на налягането е сред най-често срещаните преки пътища при високообемно радиочестотно заваряване, където налягането във времето на цикъла създава оперативен стимул за бързо преминаване към следващата част. Получените заварки често преминават през визуална проверка и първоначално изпитване при ниско налягане, след което показват повишен процент на повреда при продължително натоварване и повтарящи се цикли на огъване в полеви условия.
Време на цикъла
Пълният цикъл на радиочестотно заваряване протича в три фази: предпресоване (налягане, приложено преди активиране на радиочестотно излъчване, което позволява на материала да се настани правилно в матрицата), активно заваряване (включена радиочестотна енергия, настъпва молекулярно нагряване и сливане) и охлаждане под налягане (изключена радиочестота, втвърдяване на заваръчната зона). Всяка фаза има оптимална продължителност, специфична за дебелината на материала, теглото на покритието и използваната геометрия на матрицата.
Тези времена не се прехвърлят между материалите. Цикъл, разработен за конкретна спецификация на TPU, ще заварява недостатъчно по-тежки тъкани и ще рискува да заварява прекалено лек материал, използван другаде в същия продукт. Когато спецификациите на материала се променят между производствените серии – различно дение, различни тегла на покритието, различни партиди на доставчика – параметрите на цикъла изискват повторно валидиране, а не приемане за приемственост.
Изпитване на хидростатично налягане от 1,0 бара: какво всъщност потвърждава
Визуалната проверка на шева идентифицира дефекти на повърхностно ниво: видими следи от изгаряне, очевидни пропуски в покритието на заваръчния шев, грубо изкривяване на размерите. Той не идентифицира недостатъчно споени вътрешни зони, микрокухини на заваръчния интерфейс или студени петна, които се задържат при околни условия, но се отварят при натоварване. За водоустойчиви продукти с претенции за клас на налягане, визуалната проверка е под, а не таван.
Тестът за хидростатично налягане от 1,0 бара е стандартът за валидиране на сериозни продукти за радиочестотно заваряване на открито. Един бар съответства на хидростатичното налягане на 10-метров воден стълб - значително над условията на потапяне, на които повечето продукти на открито ще се сблъскат при използване на място, което е точно това, което го прави значим тест за производствена квалификация.

Процедурата: завършените продукти се надуват до 1,0 бара вътрешно налягане и се потапят във вода или се държат под налягане за определен период. Условието за преминаване е нулева емисия на микромехурчета от който и да е шев, заваръчна зона или точка на затваряне. Единично балонче показва път на изтичане, който ще допусне вода при използване на място, независимо от мащаба. Няма приемливо частично преминаване на това ниво на теста.
Това, което тестът потвърждава, надхвърля дали конкретна единица поддържа налягане в момента на тестване. Продукт, преминал 1,0 бара, е потвърдил пълно молекулярно сливане във всяка заваръчна зона, правилен контакт на матрицата по цялата геометрия на шева и адекватно охлаждане преди освобождаване на налягането. Постоянните нива на пропускане в производствен цикъл са доказателство за контрол на процеса, а не индивидуална вариация на единица, която се е случила с положителна тенденция.
Честотата на тестване е също толкова последователна, колкото и тежестта на теста. Тестването на единица на продукти с критични шевове осигурява пълно производствено покритие и улавя отделни повреди, преди да бъдат изпратени. Вземането на партидни проби осигурява статистическа увереност при по-ниска цена, но позволява отделни грешки. Подходящият протокол зависи от разходите надолу по веригата за повреда на място на единична единица – за продукти, при които едно изтичане генерира гаранционна претенция и потенциално излагане на марката, тестването на единица е рационалната позиция.
Оценяване на способността за радиочестотно заваряване: Въпросите, които разграничават зрелостта на процеса
Предотвратяването на течове при радиочестотно заварени водоустойчиви продукти е инженерен резултат, а не производствена претенция. Променливите на процеса са известни, методите за контрол са установени и протоколът за тестване, който валидира резултата, е добре дефиниран. Производител с истински възможности в тази област ще опише работата си с тези конкретни условия.
Въпросите, които си струва да си зададете по време на оценката на доставчика, са конкретни:
Как се документират настройките на радиочестотната мощност и времената на цикъла според спецификацията на материала и какво задейства повторно валидиране при промяна на партидите на материала?
Как се следи състоянието на матрицата и при какъв праг се сменя инструменталната екипировка?
Извършва ли се хидростатично изпитване на единица или чрез партидно вземане на проби и при какво налягане?
Могат ли да предоставят тестови записи от скорошни производствени серии на сравними продукти?
Това не са трудни въпроси за съоръжение, което всъщност контролира тези променливи. Това са много трудни въпроси за съоръжение, което работи с радиочестотно заваръчно оборудване без дисциплина на процеса зад него. Отговорите ви казват в каква ситуация се намирате.